パイプの開先加工
「開先加工」(かいさきかこう)とは、鉄又は非鉄部材の溶接(突合せ溶接・溶け込み溶接) において、溶接部分の強度・ 品質を確保するため、材料接合部の端面などを溶接前に、適切な形状に削る又は切断する加工の事を意味します。
接合する2つの部材間の「溝」のことを開先と呼び、英語では、「Bevel」や「Weld Preparation」、「Groove」とも表記されます。
開先形状にはレ型、 V型、I型、K型、U型 などがあり、各産業の規格に伴って形状は指定されます。また、各形状における指定開先角度も、規格によって定められており、その規格公差内で加工を実施する必要があります。
板材やH鋼材料など、数多くの種類の鋼材がありますが、今回は主に鋼管(パイプ)の開先について、専門家の渡辺さんに尋ねてみました。
渡辺さん

丸秀くん
渡辺さん、、少し雰囲気変わりましたね。より一層、男らしくなったというか、、、
丸秀くん、久しぶり。今日は何を聞きに来たの?
今回の研究テーマは「開先」(かいさき)についてなんですけど、友達みんなは、板材料の開先についての研究なので、僕だけ「パイプの開先」についての研究をしたらモテるかなーって。。それで、「パイプ」と言えば、、、渡辺さんに聞いてみようと思いまして。
そうだったのか、開先は「私の人生」そのものだよ!喜んで説明しよう!!
ただ、パイプの開先は、奥が深いよ~、、付いて来れるかな?
 以下、渡辺談
以下、渡辺談
丸秀くん、そもそも、一言にパイプの開先といっても、接合する相手形状、種類、規格によって、何十、何百通りの開先加工の種類が存在するんだ。
例えば、一般的な配管製作で使用される開先は、レ開先やV開先のような形状で、ルートフェースのような加工をも含む場合もあるよね。その他は、トラス形状のパイプ構造物製作には、全く別の種類の開先加工が必要とされる場合があったり、ASME、AWS、JASS6と、もう数え切れないぐらいの規格が世の中には存在しているんだ。
また、この間、説明をした機械加工と溶断加工のそれぞれの方法でしか、加工が行うことが出来ない種類の開先形状もあるんだよ。
3次元的に切断されている切断面に沿った開先形状であれば、機械加工ではまず不可能だろうね。ただし、機械加工でしか加工できない形状も存在するよ、ガウジングに近い公差が厳しいハツリ形状などはそれにあたるかもね。
わわ、なんか難しくなってきた、、、本当に奥が深いんですね。
うーん、何から説明すればいいのか、、、そうだ。まずは一般的な直管同士をつなぐ開先形状から説明しよう!!まさしく文字と同じで、下記の通り、つなぎ目がレ型、V型、K型になっている形状が一般的だね。



上記、3点の開先形状は、面直度を結合時重要視する際は、ルートフェースと呼ばれる直線面同士をつなぎ合わせる箇所を残して使用されることもあるんだよ。ただし、現在の溶接技術ではこのルートフェース面は、「0mm~」OKと明記されることもあり、使用されないケースも増えてきているね。

また、それぞれの開先角度と呼ばれる斜め面の角度は、規格ごとに異なるって説明が正しいと思う。
この中でも、「K開先」は内面からも溶接を行う必要性があるために、主に大径管の限られた用途でしか使用されていないんだ。パイプの内側に入って溶接をするって事。。大規模な海洋構造物などの接合部がこれに当てはまる。
さて、ここからが君への問題だよ。このそれぞれの開先形状は、どのようにして、加工したら良いでしょうか?
急にそんなこと言われても、、、まあ、僕が知っている機械であれば、パイプ用の開先加工機ですかね。
そうだね。パイプ用の開先加工機は世の中にたくさん存在しているよ。S社とかH社とかが製造しているパイプ開先加工機がそれにあたるね。また、ハンディーでこの形状を作るのであれば、ベベラーという手工具もあるんだよ。ただしね、重要なのはこれからだよ。。。
直角で切断されているパイプ部材に開先をつけるなら、通常の開先加工機を使用すれば、問題ないだろうけど、、、切断面に角度が付いている形状に対して、開先を作りたい場合は、どうしたらいいんだろう?
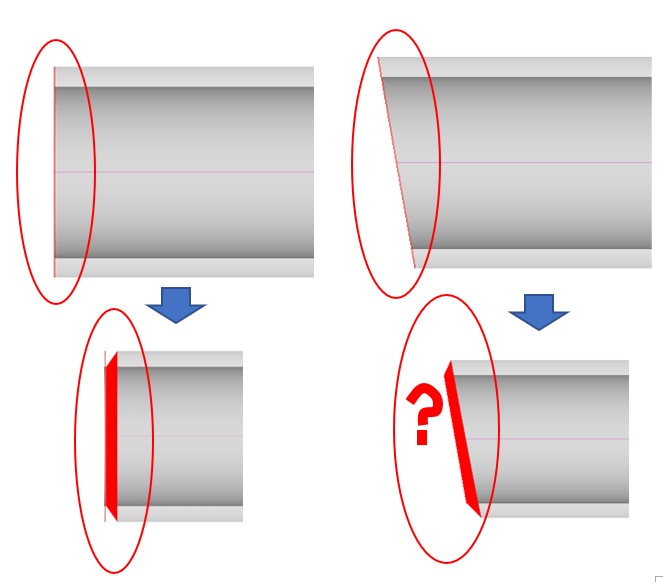
確かに、、、斜めの面に対しては、角度が徐々に変化していく。。
開先加工機は機械加工によって、削りだすタイプがほとんどだから、全面角度変化に対応するのは、物理的に難しいんじゃ?うーーーん、、
わかった!!NC旋盤でしっかりコードを決めて、削り出せば、良いんじゃない!?
うーん。君は本当に、効率を考えないというか、値段を考えないというか、、、
まあ、いいや。。正解ではあるよ。確かにNC旋盤を用いて、これをしっかりと機械加工できれば、この斜め面に開先を作り出すことは可能だよ。ただし、時間的面やコスト的面で、「機械加工必須」の指定がない限りは、そんなことを毎回している加工業者は、ほぼいないよ。
そもそも、君は開先を何のためにつけるのか理解しているかい!?溶接の為に開先をつけるのだよ!!!もし、そうであれば、この開先加工が絶対に機械加工である必要性があるのかい!?
熱による歪みや応力変化などが、絶対に許されない精密品であれば、君のいうような加工方法で加工を行う業者もいるでしょう。でも、全体数では、圧倒的に少ないと思うよ。結論を教えるよ。
通常、先に話した精密品ではなく、このような加工を行うときは、プラズマやレーザーやガスのような溶断機を用いて、開先と切断形状を一緒に製作してしまう事が多いんだ。当然、プラズマ/レーザー/ガスで、切断能力や特徴が違うから、それについては、前回説明した内容を参照してくれ。とりあえず、この写真を見たら納得するだろう。

すごい!!これを溶断機で製作したんですか!??
面もキレイだし、角度も徐々に変化しているし、どんな機械でこれが可能なんですか??
君も知っているだろう。パイプコースターって機械だよ。
おお、あのスカイツリーの切断で使用された“パイプコースター”ですか??
パイプコースターって、パイプの相貫曲線切断する機械でしたよね?あの機械は開先加工にも使えるんですか??
当然でしょ!スカイツリーの部材切断の際も、相貫形状に切断するだけではなく、指定の特殊開先の規格を満たしながら、相貫切りを同時に行っていたんだよ。
すごい技術ですね。。切断+開先加工を一度に行うなんて、僕の脳みそでは、理解できないぐらいの難しい事を行っているんですね??
まあ、パイプコースターのメーカーのM社は、パイプ切断機のみを専用で製造販売している日本唯一のメーカーだからね。それが高い精度で可能だから、この機械は、日本国内の殆どの競技場や空港の屋根の製作で使用されているんだよ。開先加工で困ったら、まずこの機械を検索してみると良いよ!
日本のパイプ開先は、この機械無しでは、正直語れないと思うよ。パイプの開先は、奥深いだろ。。今回は、時間が無かったから、少ししか話を出来なかったけど、パイプの開先は、接合相手の材料の形状に対しても大きく異なるんだ。もっとその辺の話を聞きたければ、再度、私を訪問してくれないか?
これで、ある程度のレポートはまとめられそうです。有難うございました!!